
First, all businesses must understand the vital difference in the definitions of effectiveness and efficiency:
Effectiveness—doing the right things.
Efficiency—doing things right.
This distinction is important because of the fact that an operation may be highly efficient in a process, yet the process may not be of value, and hence, not effective. Based on this logic, first create the effectiveness, and then establish high efficiency.
Many businesses track and report operational efficiency on a per-shift or daily basis, which is of little value. The metric, as typically used, is based upon accounting-based volume standards that in many traditional businesses have not been kept current. Further, the metric drives improper behavior through the desire to achieve a higher efficiency score.
It is very common to see daily tracking above 100 percent, in which case the traditional paradigm leads to over-utilization (machine utilization) of the machine to achieve a rapid ROI or produce large batch runs to decrease the number of changeovers. Both behaviors result in increased inventory and overproduction.
As business teams desire to enhance asset management, their focus must shift to the metric of Overall Equipment Effectiveness (OEE). This metric reflects the effectiveness of how leadership is managing asset uptime, throughput and quality based on demand utilization—utilization determined and aligned specifically to the product mix and volume established by the customer.
As a baseline for the OEE metric, process- or machine-specific “DNA” must be established. The DNA is simply the designed parameters—such as theoretical capacity, cycle time, operating pressures, temperatures and electrical needs, etc.—at which the operation is capable of by design. Further, based on customer demand, we know that the operation must achieve an operating volume for sales. From the graph below we can see that this particular operation is performing between design criteria and operating requirements. At the point where actual performance (capacity) falls below the operating requirements of customer demand, the process is considered to be in a “failure” mode.
The use of OEE requires focused attention on the three components within the OEE metric—availability, rate and quality. More specifically, it creates the behavior of monitoring the six major losses associated with asset management:
- Maintenance downtime
- Changeover
- Reduced speed
- Idle time
- Start-up losses
- Scrap loss.
These six major losses account for the lost capacity of the assets, or stated more dramatically, how effective leadership is in the management of the assets.
Therein lines the trap; we cannot use the OEE metric at too high a level, such as a plant or line reflected by an OEE of 78 percent. To say that the plant or the entire line ran with an OEE of 78 percent—what does this actually mean? Where is the capacity loss? More importantly, was the loss due to availability, rate or quality? Furthermore, stating an OEE of 78 percent as measured against what—world class? What is the established world class for this particular type of plant or line? Is the machinery, product mix, complexity, volumes, process and other variables the same as the baseline?
OEE must be applied at the few critical capacity constraints, the constraint being based on availability, rate and/or quality loss that limits the flow of value to meet the customer demand. The most effective method to identifying and determining the constraint in each line or plant is to conduct value stream maps.
Through the use of value stream mapping and capacity analysis, the constraint operation can be identified. With the constraint identified, apply the use of the OEE metric at that particular asset to determine how the constraint is impacting the flow of value to the customer. Not only do we see the three components of availability, rate and quality, but moreover, the OEE monitoring at the constraint builds the behavior of focusing on the six major losses identified above. This creates operator competencies in recognizing lost capacity and further develops the behavior of addressing the losses through a structured process problem solving methodology. Root causes of the losses are identified and implementation activities for both rapid action, as well as long-term strategic focus, can be conducted in a Focused Equipment Improvement (FEI) event, thus returning the machine to normal operational requirements while permanently eliminating root causes of capacity loss.
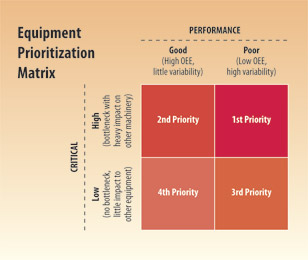
As OEE and the six major losses are identified, they can be categorized for the FEI via use of the Equipment Prioritization Matrix. This tool permits the visual display and determination of attention priority by pinpointing the criticality of the operation as a constraint aligned with its performance to the OEE metric. An example is a machine that has a high impact as a constraint, yet a low OEE, thus receiving a first priority for focused attention.
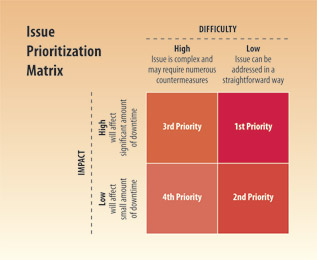
Further tools, such as the Issue Prioritization Matrix, permit the ranking of the issues by impact to the operations versus the complexity of resolution.
In a best-practice scenario, the operator should be the individual collecting the daily data about the equipment for use in the OEE calculation. Collecting this data will:
- Teach the operator about the equipment
- Focus the operator’s attention on the losses
- Grow a feeling of ownership of the equipment.
The shift leader or line manager is often the one who will receive the daily operating data from the operator and process it to develop information about the OEE. Working to establish this information data will:
- Give the leader/manager basic facts and figures on the equipment
- Help the leader/manager give appropriate feedback to the operators and others involved in equipment improvement
- Allow the leader to keep management informed about equipment status and improvement results.
Beware, the OEE data seems very simple on its surface; extracting useful information from a series of calculations is quite labor-intensive. In an effort to reduce the amount of time supervisors spend in data administration, in many organizations this process is handled by clerical administrative support. This is unfortunate, since the resulting information doesn’t always get back to where it can be used. At its heart, OEE is a shop floor improvement tool, so it’s important to ensure quick feedback to the shop floor while reinforcing the data collection, analysis, decision and action cycle at the point of use. iBi
Dr. Casey of Celerant Consulting has more than 18 years of experience spanning all facets of operations management, lean and change leadership.